Titanium Welding Guideline and Processes

If you are hunting for a metal that is lightweight but strong, titanium might be the best choice. Titanium is almost half the weight of stainless steel and is more than twice as strong. But titanium is a reactive metal with a higher melting point than other metals. That is why many fabricators believe that welding titanium is mysterious and difficult. In this article, we will give you the guidelines for welding titanium. It will cover how to weld, welding processes, and welding titanium filler wire.
Table of Contents
1. Why titanium is so special
2. Two Common Welding Methods
3. Preparation of Titanium Welding
4. Titanium Welding Process
5. Check Titanium Welding Quality
6. Conclusion
Why titanium is so special?
Titanium is famous for its low density and its high strength-to-weight ratio. It is a reactive material that turns to reactive over 370º C. The melting point of 1668º C is higher than other metals and alloys. If exposed to air during melting, titanium can get oxidized and contaminated. It will react with oxides, carbides, and other elements of air. These compounds diminish the titanium properties. They will have an impact on the HAZ.
Compared with steel or nickel-base alloys, the welder must recognize the differences in titanium properties. Here, we list the different properties that you should consider during melting.
- Titanium is lower density
- Titanium is higher melting point
- Titanium is a lower modulus of elasticity
- Titanium is lower ductility
- Titanium is a reactive material
- Titanium is sensitive to contamination during welding
Two Common Welding Methods
There are some welding methods used to weld titanium. Tungsten Inert Gas (TIG) welding and Metal Inert Gas (MIG) welding are typical welding processes.

Tungsten Inert Gas / Gas-tungsten Arc Welding Introduction
TIG welding, or GTAW, is the welder's first choice for welding titanium. It can perform precise and high-quality welds. The welding process utilizes non-consumable electrodes. The electrode transfers electrical current as it will create an arc between workpieces.
The arc will melt metals. The workpieces will bond together after welding. You can use shielding gas to prevent welding puddles of external contamination. The contamination can lead to weakness and poor-quality welds. For TIG welding titanium, a DC straight polarity (DCSP) with conventional power is used. A high-frequency arc starting system should be employed to prevent the tungsten electrode from touching the titanium workpiece. You can TIG weld on workpieces up to 3mm thickness without filler material. For thicker workpieces, it is necessary to use filler rods to ensure welding joints are strong and durable.
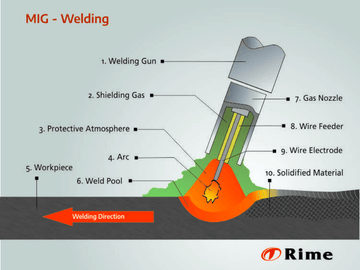
Metal Inert Gas / Gas-Metal Arc Welding Welding IntroductionMIG welding, also known as Gas-Metal Arc Welding Welding (GMAW), is used in automotive and fabrication industry. It is relatively fast and easy to learn. Unlike TIG welding, MIG uses continuously feeding consumable electrodes. A welding gun is connected to a power source that provides the electric current to create the arc. It results in a much higher welding deposition speed compared with TIG welding. During welding, shielding Gas is also fed through the welding gun. The gas shields the pool and electrode from the air to avoid contamination. The use of argon can lead to an unstable welding arc during MIG welding.
It's important to note that MIG welding titanium requires high skill and experience. When you perform MIG welding, the titanium oxide layer of the workpiece can easily release electrons. Wandering can occur, which makes the arc wander. It results in weak welding. You can apply high-frequency light vibration to the titanium wire's contact tip to control this issue.
MIG welding is a suitable method to weld titanium with a thickness greater than 3 mm. If you use MIG welding on titanium whose thickness is less than 3 mm, the metal is likely to be burned. MIG welding is an economical option for titanium with a thickness of 12.7mm and above.
Preparation of Titanium Welding
The techniques and equipment for titanium welding are comparable to those for nickel alloys and stainless steel. But titanium welding needs much attention to cleanliness and auxiliary insert shielding gas. It is crucial to shield the molten titanium weld metal from air pollution entirely. Additionally, it is necessary to protect the heat-affected regions until they cool below 800°F (427°C).
1. Cleanliness
Before starting welding, make sure to properly prepare the titanium material. It involves careful cleaning of workpieces and filler rods.
Remove any contaminants that might impact the weld's quality. The cleaner the surface is, the stronger the joint will be. Use a wire brush or a grinder wheel to clean off the material's surface. Then, wipe it down with a clean cloth or alcohol to remove any remaining residue. Once cleaned off, make sure all edges without any burrs and sharp edges. In addition, make sure both pieces match perfectly without gaps or weak spots to get strong welding.
2. Selecting the Proper Welding Filler Rods
Selecting the suitable filler metal is crucial for a successful titanium weld. Titanium filler rod is available in several grades, including CP Ti and titanium alloys. AWS A5.16 Specification covers them. Choosing filler rods that match the composition and characteristics of workpieces is an excellent practice.
To weld titanium, use filler wires which have similar properties to the workpieces. Or choose a filler wire whose strength level is one grade lower than the workpiece. The filler rod selected depends on the application and desired properties in the final product.
Here, we recommend some tips for selecting filler rods to enhance joint ductility.
- The filler rods with lower yield strength than the base material can be chosen when working with CP grades of higher strength.
- Choose unalloyed filler rods when welding pure titanium.
- Choose filler rods with a lower content of oxygen, carbon, nitrogen, and other elements compared to the workpiece.
- Choose filler rods with one level lower strength than the workpiece metal if they require a different grade of filler wire to achieve the desired joint properties.
3. Shielding Gas Selection
Titanium is a highly reactive metal. Oxygen and nitrogen will permeate into titanium once temperatures exceed 400°C [752°F]. It will enhance tensile strength but lead to embrittlement of the workpiece. So, it is essential to use shielding gas. It can protect the weld from contamination to ensure a strong weld. This inert atmosphere is necessary during the solidification of the puddle and as the weld and heat affected zone (HAZ) cools to below 520˚C [968˚F]. From our experience, we recommend keeping the inert atmosphere until the workpiece cools below 400°C.
Argon is the most commonly shielding gas for titanium welding because of its inert properties and ability to provide a stable welding environment. Most welders use argon with 99.999% purity during the welding process. It offers the best protection against atmospheric contamination. Even slight impurities in the Argon gas can lead to discoloration of the weld. The final product can have a blue tint and uneven marks if the coverage is insufficient or the gas is impure. Thus, purchasing shield gas from reputable suppliers is crucial to ensure its purity.
There are two ways to make an oxygen-free atmosphere to protect welding titanium from oxidation. It can be completed using a chamber or shielding the area with inert argon gas.
The most effective method to weld small parts is using the TIG process inside an argon chamber. This chamber is entirely saturated with argon gas. It is usually equipped with sensors to detect oxygen and nitrogen levels. It will ensure that they remain below the permissible limits. It must maintain a continuous argon flow into the chamber, even if the oxygen level drops below the limits.
Even though it is the perfect way to weld titanium, Welders cannot use the chamber due to its high cost and limitations. Most welders prefer to insert argon gas shielding. A critical physical characteristic of titanium is its low thermal conductivity. This means a small heat-affected zone after welding and a smaller area that requires an inert atmosphere. Consequently, it is possible to weld titanium without an argon chamber.
Purging the area with an inert argon gas is usually used as shielding gas. It should be noted that any heat-affected zone contact with oxygen will experience an adverse reaction. Therefore, it is crucial to ensure that the front and back are protected from the atmosphere when welding. That means you should shield the welding pool as well as shielding of the back side of the weld, as in the case of thin sections or tube sections.
We strongly recommend using tig back purging plugs. They can hold that precious argon behind your welds instead of leaking out around the alu-foil.
Titanium Welding Process
It would help if you considered clean joints, welding filler rods, parameters, and inert gas shielding. Inappropriate welding techniques might be a source of embrittled and less corrosion-resistant. It is better to pre-purge the torch and gas shielding. Eliminate any residual air before starting an arc in welding titanium. Once we prepare everything well, we can begin the actual process.
Setting up the welding equipment according to manufacturer instructions and safety guidelines.
Firstly, connect the welding torch to the power source. Make sure the shielding gas is connected correctly.
Secondly, according to the thickness of the workpiece, set the appropriate current and voltage. Sharpening the tungsten electrode to a fine point is necessary to get a precise arc.
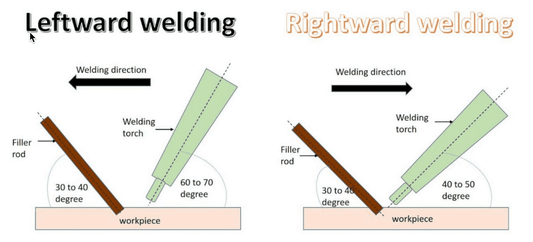
Finally, hold the torch at a 40-50°angle for rightward welding or 60-70°angle for leftward welding. Then, start by striking an arc between the two pieces to be joined. This step helps the melted metal penetrate both surfaces when creating a weld. It is necessary for building a strong and durable weld joint.

Image Credit: Ak ALL Education
To get high-quality welding, traveling at the right speed and keeping a consistent arc length when welding titanium is crucial. The welder should steadily move the torch along each seam slowly. At the same time, the correct distance between the electrode and the workpiece is also requested. When you don't use filler rods, the arc length should roughly equal the electrode diameter. The largest arc length should be about 1-1/2 times the electrode diameter when using filler rods. The filler rods should be fed into the puddle smoothly and continuously. Intermittent dipping can cause turbulence and contamination at the hot end of the wire when removed from the shield. The contaminants may transferred to the next wleding puddle. To prevent this, cut off the contaminated end about half an inch after removing the welding rods from the gas shield.
Preheating is usually unnecessary for titanium welding. In this case, In this scenario, moisture is a potential concern, likely stemming from low temperature, elevated humidity, or a damp work environment. As a precautionary measure, preheating may be required. Use a gas torch to heat the weld surface to approximately 66° (150°F), sufficient to remove moisture. However, overheating the materials should be avoided when welding titanium. Overheating may cause warping or cracks in the welding zone. To weld appropriately, keep the base metal at 600-700°F. Avoid going over 870°C (1600°F) on any spot. Most importantly, shielding gas should be supplied until welding is completed and the workpiece cools below 400°C.
Check Titanium Welding Quality
The color of welding seam can be an indicator of welding quanlity. The different color is actually different thickness oxide layers that titanium reacts with oxygen, nitrogen, hydrogen and carbon when welding or heating titanium.
A bright and silver welding seam is a typically sign of high quality titanium welding. Straw or light blue seam can be removed by a clean stainless steel wire brush. Contaminated welding seam such as dark blue, grey or white powdery color, must be completely ground away. After the removal of contaminated weld seam, the joints should be thoroughly cleaned and prepared before welding again.
In certain applications, light straw, dark straw or brown color welding seam can be acceptable. They must be totally clean with a specialized stanless steel brush before using.
Sometimes those colors are done on purpose in exhaust industry. Those purples and blues might look pretty but are typically a sign of contamination and a weakened weld. Therefore, it is not recommended to intentionally produce these colors.
Conclusion
Titanium has become popular over the years due to its many advantages. Welding titanium is like welding any other metal. But, because of its high reactivity, it can become a challenging process. With the proper preparation and the right equipment and techniques, it is possible to weld your titanium exhaust system that meets the highest quality and durability standards with ease!

No comments


0 comments